
Noram Clean Combustion
Ismo Mäkinen
Email: ismo.makinen@proboreal.com
Tel: +358444918001
More information: noram-intl.com
In early 2010’s Swedish company CleanCombustion developed a new generation of large industrial burners and has already delivered them to more than 80 sites worldwide, with lime kiln burners as the main application. The operation of this advanced burner is based on:
A completely new fuel atomization principle, which enables more efficient mixing of fuels with air and ensures better combustion, also for most challenging fuels.
Dynamic control of the burner to keep the ratio of oxygen to fuel(s) optimal at all times.
Continuous monitoring of the single flame’s shape and quality.

Together, these enable efficient and complete combustion of fuels in a controlled flame.
As a result, several measurable benefits have been consistently demonstrated for over a decade in multiple installations:
Reduced fuel consumption, typically by 5–10%, with case-specific guarantees.
Lower emissions and soot particle formation across all categories.
Significant NOx reduction due to a well-controlled flame temperature profile.
Simultaneous combustion of multiple fuels, even across different phases — gases, liquids, and pulverized fuels — all burning together in one stable flame.
Enables the use of bio-based gases and liquids as fuels, including challenging, viscous, or non-homogeneous fractions, without nozzle clogging.
Allows utilization of process by-products such as methanol, turpentine, or odorous gases, co-fired with other fuels.
Reduces plant odor emissions to the surrounding environment.
Decreases maintenance costs by reducing soot formation, fouling, and overheating of kiln walls.

How is this achieved?
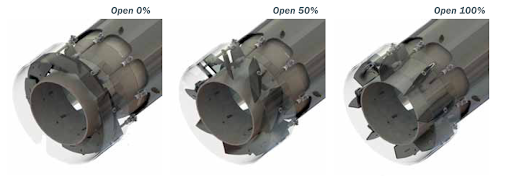
Fuel atomization is no longer carried out by forcing the fuel through a narrow nozzle under pressure.
Instead, the fuel is accelerated into a strong vortex and then collided with combustion air that is in a similar turbulent state immediately after exiting a specially designed nozzle.
Multiple nozzles feeding different fuels can be installed in parallel, surrounded by primary combustion air.
The intensity of the vortices and turbulence, as well as the flow rates of the fuels and primary air, are continuously monitored.
If the quantity or calorimetric value of one of the fuels decreases, another can automatically be increased, and the combustion air is optimized accordingly.
Using high-temperature resistant camera technology, the control system continuously maintains the desired flame width and length, even as the fuel mix or burner load changes.
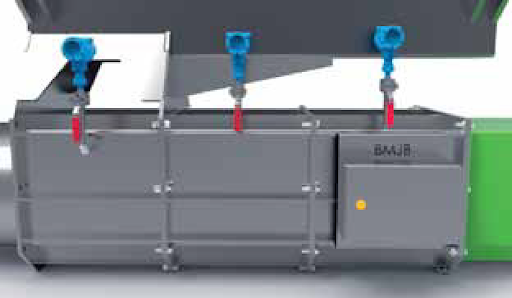
At the core of the system are Clean Combustion’s advanced control solutions: the Burner Management System (BMS) for combustion optimization, the Burner Safety System (BSS) for operational safety, and a high-performance valve train that executes control signals from these systems.
All burners are mounted in a single burner housing, designed for ease of use and safety, even during maintenance.
An individual burner nozzle can be replaced while the system remains in operation, if necessary.
Clean Combustion burners have been in operation for years in Europe, South Africa, India, the Far East, and South America.
The nearest references can be found in Sweden (Metsä Board Husum).
Today, Clean Combustion is part of Noram International AB and benefits from Noram’s extensive global support network, including local expertise in Finland.
Contact ProBoreal’s specialists for more information!